
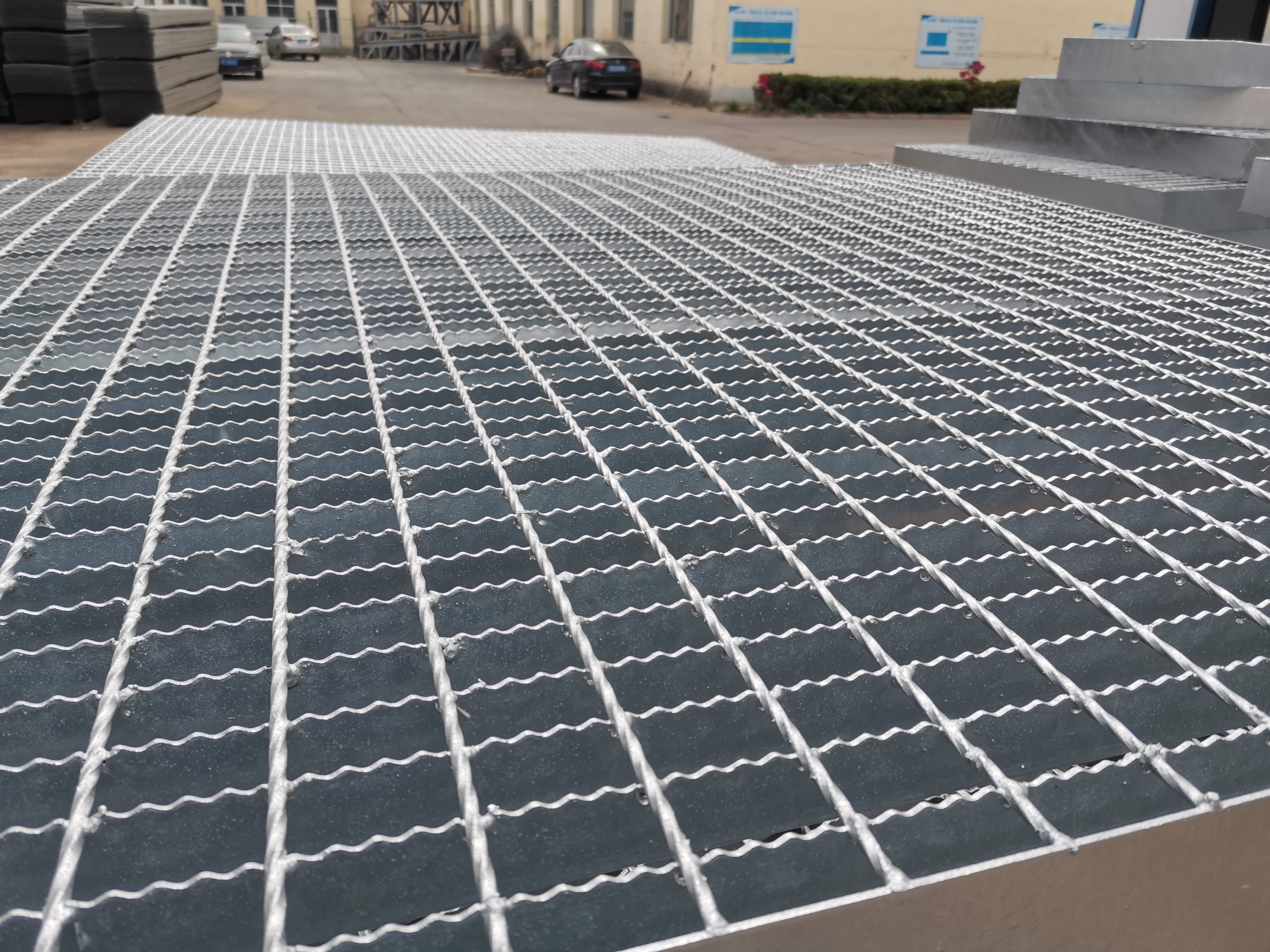
Heitgalvaniserun á grindarplötu úr stálgrindarplötu er að sökkva íhlutum stálgrindarplötunnar eftir yfirborðshreinsun í 460-469 gráður af bræddum sinkvökva,
þannig að íhlutir stálgrindarplötunnar eru húðaðir með sinklagi, þykkt þess er ekki minna en 65μm fyrir 5mm þunnt plötu og ekki minna en 86μm fyrir þykka plötu.
Þessi verndaraðferð á stálgrindarplötu hefur góða tæringarþol og langan endingartíma. Og það er ekkert viðhald og aðrir kostir.
Svo hver eru lykilatriðin sem skipuleggjendur og framleiðendur heitgalvaniseruðu stálplötu ættu að borga eftirtekt til?
Almennt eru eftirfarandi atriði.
Heitgalvaniseruðu stálristgrindarskipuleggjendur og framleiðendur ættu að borga eftirtekt til eftirfarandi lykla:
1: Á útliti efnismeðferðar er fyrsta ferlið við heitdýfa sink að fjarlægja ryð súrsun og síðan hreinsun. Þessum tveimur ferlum er ekki lokið mun gefa tæringar froðu vinstri falinn vandræði
2: Stálplatan sem á að soða verður að huga að hreinsunarferli galvaniseruðu sýru frá ósoðna hlutanum til innri dýfingar,
en einnig þarf að hreinsa upp skvett sem varð við suðu. Annað til að koma í veg fyrir að erfitt sé að hreinsa upp suðu gjall, húðuð með skvettum fest til að forðast umboðsmann, og síðan í suðu.
3: Stálplata lögun er flókin, auðvelt að valda aflögun og skemmdum, ætti að vera galvaniseruð í sömu röð.
4: Vegna þess að stálplatan er fest við yfirborð óhreininda er nauðsynlegt að meðhöndla það fyrir galvaniserun. Lögun stálgrindarplötunnar sem samstarfsmenn skipuleggja þarf að vera einsleit að þykkt
5: Skipuleggjendur stálplötu þurfa að huga að breytingu á vélrænni styrkleika fyrir og eftir galvaniseringu og endurvinnslu stálplötu eftir galvaniserun.
Pósttími: Ágúst-04-2022